Тезаурус по MES-системе Zenith SPPS
APS-система
APS-система (сокр. от англ. Advanced Planning
and Scheduling) – программное и информационное обеспечение,
предназначенное для для осуществления синхронного (в масштабе реального
времени) планирования производственных процессов. В отличие от
ERP-систем, системы класса APS планируют более детально и точно.
MES-система
MES (сокр. от англ. Manufacturing Executable System) – автоматизированная система управления и оптимизации производственной деятельности, которая в режиме реального времени инициирует, отслеживает, оптимизирует и документирует производственные процессы от начала выполнения заказа до выпуска готовой продукции.
Автоматизация документооборота
Система автоматизации документооборота (система электронного документооборота) – организационно-техническая система, обеспечивающая процесс создания, управления доступом и распространения электронных документов в компьютерных сетях, а также обеспечивающая контроль над потоками документов в организации.
Автоматизация сборки
Трудоёмкость сборочных работ в машиностроении составляет примерно 20-50% от общей трудоёмкости изготовления машин. В массовом производстве трудоёмкость сборочных работ занимает 20% от всей трудоёмкости изготовления грузового автомобиля, в единичном и серийном производстве – 40-60% от всей трудоемкости машины.
Автоматизация склада
Практически ни один бизнес не обходится без таких составляющих, как логистика и склад. От того, как работают логистические и складские службы, во многом зависит успешность компании.
Базовый техпроцесс
Типовой технологический процесс изготовления изделия, созданный специалистом (технологом) на основе конструкторской документации и общих возможностей производства. Служит шаблоном при создании реального техпроцесса, учитывающего требования заказчиков и текущие возможности предприятия. Создание базового техпроцесса включает в себя разузлование изделия, ввод сведений об используемых материалах с указанием норм расхода, а также ввод информации о технологических операциях.
Брак, производственный брак
Бригада, производственная бригада
Веха
Взаимозаменяемость
Вид работы
Выбор системы автоматизации
Действия, в результате которых на предприятии внедряется система, автоматизирующая выполнение тех или иных бизнес-процессов. Выбор системы автоматизации требует серьезного подхода. Прежде чем принимать решение, требуется взвесить все "за" и "против", понять, какие сферы в первую очередь нуждаются во внедрении такой системы. Для этого на практике был выработан общий алгоритм действий, применимый практически для любого предприятия.
Подробнее: Выбор системы автоматизациГоризонт планирования, интервал планирования
Деталь
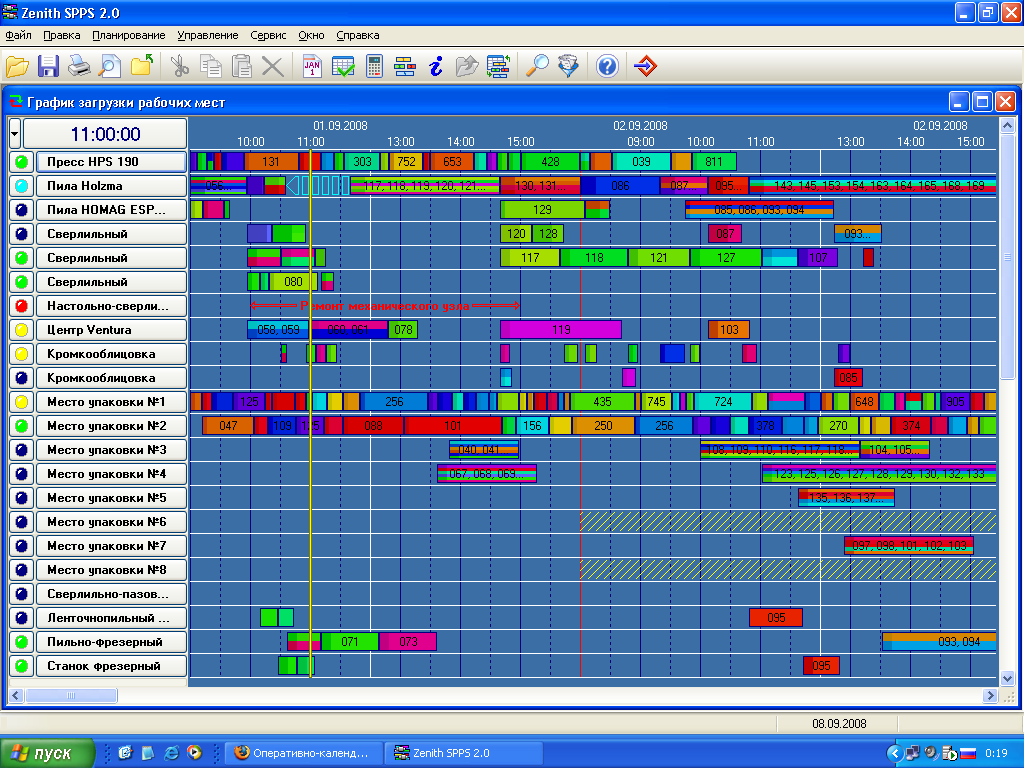
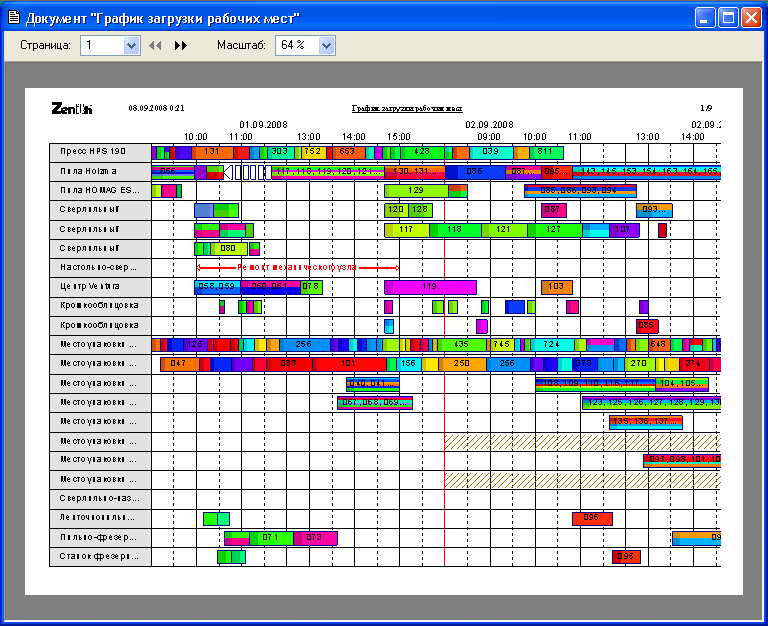
Диаграмма Ганта
Диаграмма Ганта (англ. Gantt chart, также ленточная диаграмма) – это популярный тип столбчатых диаграмм, который используется для иллюстрации плана, графика работ по какому-либо проекту. Составление диаграммы Ганта является одним из методов планирования проектов.
Подробнее: Диаграмма ГантаДирективный приоритет
Диспетчер
Диспетчеризация
Диспетчирование производства
Главной задачей диспетчирования является создание оптимальных условий для бесперебойной, слаженной работы всех цехов основного и вспомогательного производства по выполнению календарного графика в производстве и строгом соблюдении сроков выпуска изделий.
Подробнее: Диспетчирование производстваЗависимость
Заказ
Затраты
Исполнитель работ, рабочий
Исправимый производственный брак
Календарное планирование в компании
Календарное планирование – это процесс выделения работ, которые нужно произвести для достижения поставленной цели, установления последовательности этих работ, определения конкретных сроков их выполнения.
Подробнее: Календарное планирование в компанииКалендарный график выполнения заказов
Клонирование
Кооперация
Коэффициент трудового участия (КТУ)
Критический путь
Линия ожидания, маркер ожидания
Маршрутная технология
Межоперационные ресурсы (заделы)
Методы управления промышленными предприятиями
Развитие методов управления промышленными предприятиями в начале ХХ века связывают прежде всего с именами Фредерика Тейлора и Генри Гантта. Ф. Тейлор, запомнившийся многим читателям по «научной системе выжимания пота», является создателем производственного планирования как дисциплины.
Подробнее: Методы управления промышленными предприятиямиНорма расхода
Нормативная единица
Обработка в порядке очереди, обработка из конца очереди
Обратный расчёт расписания
Общие ресурсы
Ресурсы производственного подразделения, которые берутся для выполнения технологической операции либо высвобождаются в ходе её выполнения.
Подробнее: Общие ресурсыОбъём операции
Окончательный производственный брак
Оперативно-календарное планирование
Оперативно-календарное планирование (production scheduling) – обеспечение синхронной работы взаимодействующих участков для надёжного функционирования всего экономического объекта (цеха, предприятия) в целом. Математические задачи оперативно-календарного планирования преимущественно решаются на основе моделей теории расписаний и управления запасами. При этом технологические маршруты обработки расчленяются на отдельные звенья, выступающие по отношению друг к другу как поставщики и потребители, создаются буферные ёмкости для промежуточного хранения ресурсов и продуктов.
Подробнее: Оперативно-календарное планированиеОперативно-календарное планирование в единичном производстве
Единичным производством характеризуется большим количеством заказов на изготовление разнообразной продукции, но при этом могут преобладать те или иные виды работ. Поэтому сущность оперативно производственного планирования заключается в том, чтобы сгруппировать заказы, таким образом, при котором сможем обеспечить наилучшее сочетание сроков изготовления продукции и равномерной загрузки оборудования.
Подробнее: Оперативно-календарное планирование в единичном производствеОперативное планирование
Оперативное планирование представляет собой осуществление текущей деятельности планово-экономических служб в течение короткого периода (до года).
Подробнее: Оперативное планированиеОперативное планирование в условиях низкой загрузки производства
Оперативное планирование в условиях низкой загрузки производства - текущее производственно-финансовое и исполнительское планирование, ориентированное на дополнение, детализацию, внесение корректив в намеченные ранее планы и графики работ.
Подробнее: Оперативное планирование в условиях низкой загрузки производстваОперации с фиксированной продолжительностью
Операционная технология
Особенности MES-систем
MES (сокр. от англ. Manufacturing Execution System) – исполнительная производственная система. MES-системы решают задачи синхронизации, координируют, анализируют и оптимизируют выпуск продукции в рамках какого-либо производства.
Подробнее: Особенности MES-системПаспорт изделия
Переналадка
Подготовительное время
Позиция оперативного плана
Полуфабрикат
Продолжительность операции
Производственная программа
Производственное подразделение
Производственное расписание
Производственный участок
Простой
Рабочее место, рабочий центр
Разузлование
Режим работы подразделения, график работы подразделения
Режим сменности
Наличие и количество смен в производственном подразделении для каждого календарного дня.
Ресурсо-зависимые операции
Сбор, обработка в сборе
Сборка
Связи между операциями
Сетевая диаграмма
Система оперативного управления производством
Система оперативного управления производством в режиме реального времени планирует, отслеживает, оптимизирует и документирует производственные процессы от начала выполнения заказа до выпуска готовой продукции.
Подробнее: Система оперативного управления производствомСистема планирования производства
Организация производства – комплексная задача. Некоторые фирмы изготавливают ограниченное количество видов продукции, другие предлагают широкий ассортимент. Но каждое предприятие использует различные процессы, механизмы, оборудование, трудовые навыки и материалы.
Подробнее: Система планирования производстваСистема цехового планирования
Цеховое планирование – один из важнейших аспектов функционирования и развития предприятия в целом. MES-система Zenith SPPS оптимизирует производственную деятельность от момента поступления заказа до отгрузки готовой продукции. Быстрый отклик на изменяющиеся условия и ориентация на снижение издержек помогают эффективно проводить планирование в цехе и управлять производственными операциями.
Подробнее: Система цехового планированияТехнологическая операция, операция, работа
Отдельное действие, осуществляемое в ходе выполнения заказа. Каждая операция имеет четкий результат, конкретную длительность исполнения (продолжительность) и определенный объем выделенных ресурсов. Разбиение заказа на отдельные операции в общем случае задача не тривиальная: слишком большое число операций снижает скорость работы с информацией о заказе, слишком большое – дает слишком грубую модель реальной ситуации. В системах управления проектами технологическая операция называется задачей.
Узел
Узкое место
Явление, при котором время выполнения большого количества операций в расписании зависит от выполнения одной или нескольких предыдущих операций. Обычно признак узкого места в расписании – продолжительная и практически полная загрузка небольшого числа рабочих мест в то время, когда большинство остальных рабочие мест простаивают, имея операции в будущем. Наличие узких мест не только делает производственный процесс менее эффективным, но и требует больших вычислительных ресурсов для обработки соответствующего расписания.
Указатель текущего времени
Управление заказами
Система управления заказами предназначена для автоматизации бизнес-процессов, связанных с планированием и контролем исполнения планов по сбыту.
Подробнее: Управление заказамиУправление проектами
Задача оперативного управления проектными заданиями встает в организациях самых различных типов: коммерческих и государственных, производственных и научных, в самых разнообразных сферах деятельности.
Подробнее: Управление проектамиФормирование заказа
Смотрите также:
Последние материалы
Поиск по сайту
Zenith Online
Галерея