Моделирование сборочных процессов
Актуальность моделирования сборочных процессов была осознана уже на ранних этапах разработки системы оперативного планирования и диспетчерского контроля Zenith SPPS. В сентябре 2005 года вышла в свет версия 1.6, где была в полной мере реализована концепция обработки деталей в сборе, когда две или более деталей, двигаясь по независимым технологическим маршрутам с разным временем обработки, имеют одну или несколько общих операций. Классический пример обработки в сборе – необходимость просверлить отверстие в двух различных деталях, поместив одну из них поверх другой, при условии, что до и после сверления они изготавливаются независимо.
Реализованный метод обработки в сборе оказался весьма удачным и универсальным, что в дальнейшем позволило применить его для моделирования процессов сборки изделия. Важным оказался тот факт, что обработка в сборе в равной степени моделирует и сборку, и разборку. Если, скажем, при разузловании изделия в ходе технологической подготовки достаточно применить древовидную иерархическую модель, то для оперативного управления непосредственным изготовлением изделия этого недостаточно. Например, при исправлении брака может возникнуть необходимость разобрать узел, изготовить часть деталей заново, а затем снова собрать узел.
В центральном программном модуле Zenith SPPS при необходимости смоделировать сборку к операциям каждой каждой детали, входящей в сбор, добавляется дополнительная, не имеющая названия, технологическая операция. Сборка представляется в виде сбора таких операций и первой операции получившегося в результате узла (обычно это и есть операция сборки). Каждый узел, как и каждая деталь, является отдельной позицией оперативного плана. В дальнейшем отдельные узлы можно объединить в более сложный узел по тем же правилам. Таким образом, максимальный уровень вложенности узлов и деталей в сложные узлы не ограничен.
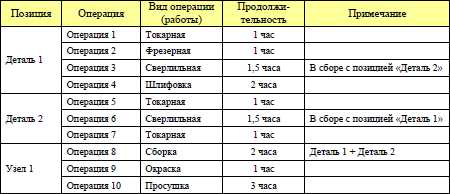
Чтобы лучше понять, как Zenith SPPS имитирует обработку в сборе и сборку, рассмотрим следующий пример. Пусть необходимо изготовить узел, состоящий из двух деталей. Каждая из деталей для своего изготовления требует нескольких технологических операций, причем одна из промежуточных операций – общая для обеих деталей. Время остальных операций и их количество для деталей различно. Для окончательного изготовления узла требуется совершить с ним (уже в собранном виде) несколько операций.
Для ввода данных об изготавливаемом узле используем программный модуль Zenith TECH. Сразу же следует отметить, что в качестве альтернативы для ввода данных можно использовать интерфейс основного модуля Zenith SPPS, либо организовать импорт из систем технологической подготовки других разработчиков.
В результате ввода получим иерархическую модель процесса обработки и сборки.
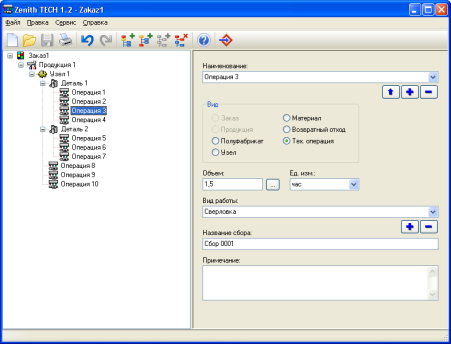
Для указания обработки в сборе необходимо для операций 3 и 6 ввести в редактор «Название сбора» одинаковое уникальное имя или код – в данном случае это «Сбор 0001».
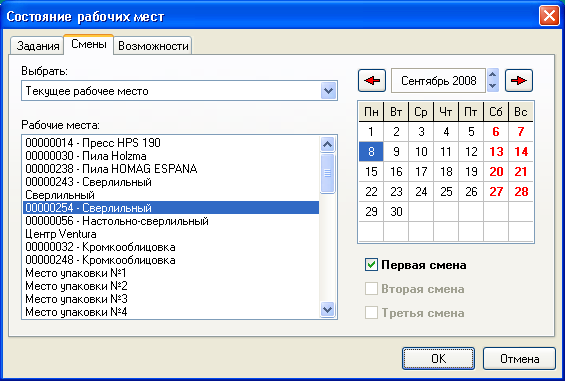
Сформированный таким образом заказ на изготовление узла можно сохранить в виде отдельного файла, а затем загрузить в центральный программный модуль Zenith SPPS. Если при загрузке система обнаружит, что для какой-либо операции отсутствуют рабочие места, то будет выдано соответствующее предупреждение. Совместимые с операцией рабочие места определяются, исходя из указанного вида работы. Информация о связях между рабочими местами и видами работ вводится отдельно (как правило, в ходе настройки системы).
В процессе загрузки новый заказ добавляется к уже существующему оперативному плану. Для дополнительной наглядности загрузим созданный заказ в «пустой» оперативный план. Результат загрузки представлен на ресунке ниже.
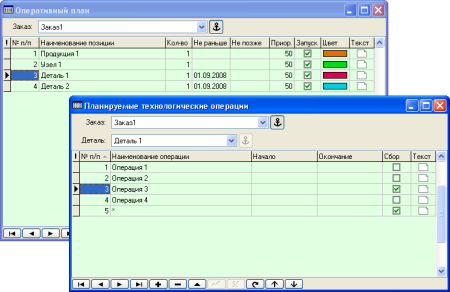
Теперь в таблице «Оперативный план» для каждой позиции заказа можно указать минимальное планируемое время начала изготовления и требуемое время готовности. Фактическое время начала и окончания каждой операции будет отображено в соответствующих столбцах таблицы «Планируемые технологические операции» после коррекции расписания. Символ «звездочка» в последней строке таблицы означает, что обработка текущей позиции будет продолжена в составе другой позиции (подузла или узла). Позиция «Продукция 1» собственных операций не имеет, хотя, при необходимости их можно добавить.
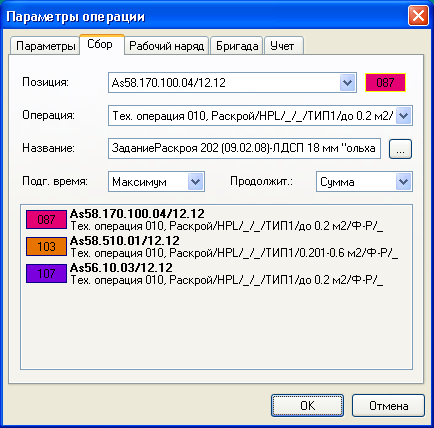
В случае, когда требуется получить информацию о сборе, в который входит операция, можно вызвать диалог «Параметры операции» и перейти в нем на вкладку «Сбор».
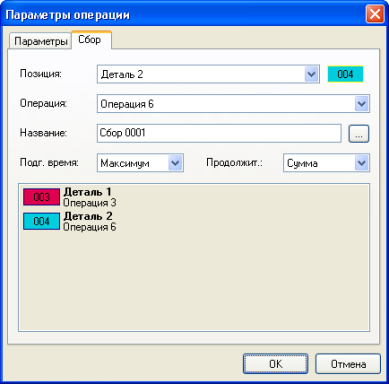
На этой вкладке отображается название сбора, детали, входящие в сбор, а также способ вычисления подготовительно-заключительного времени и времени выполнения операции. Имеется два способа такого вычисления:
- «Сумма» – трудоемкость операции вычисляется как сумма трудоемкостей позиций, входящих в сбор;
- «Максимум» – трудоемкость операции равна наибольшей трудоемкости из тех, что указаны для позиций сбора.
В рассматриваемом примере для всех операций подготовительное время равно нулю, а время выполнения сбора «Сбор 0001» должно вычисляться как «Максимум», если в модуле «Zenith TECH» для обеих деталей был указан объем 1,5 часа.
Теперь произведем перерасчет производственного расписания. Наиболее простой способ перерасчета – это добавление новых операций в существующее расписание без каких-либо изменений параметров тех операций, которые были рассчитаны ранее . Возможна также и коррекция всего расписания, начиная с определенного времени и с учетом новых операций.
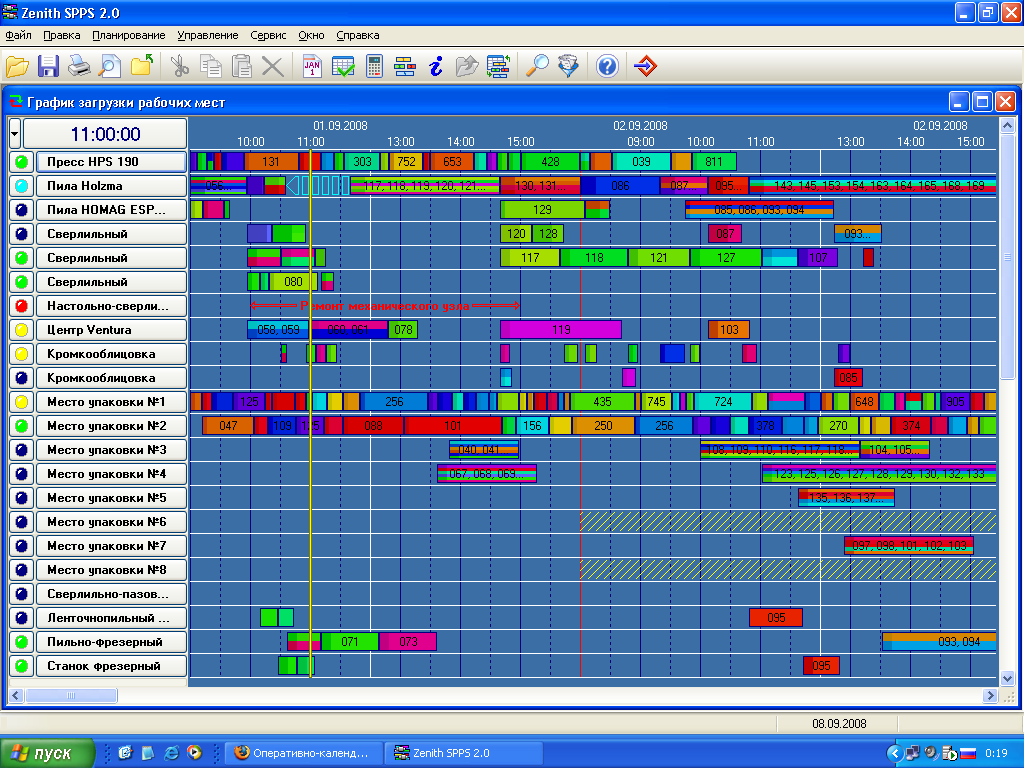
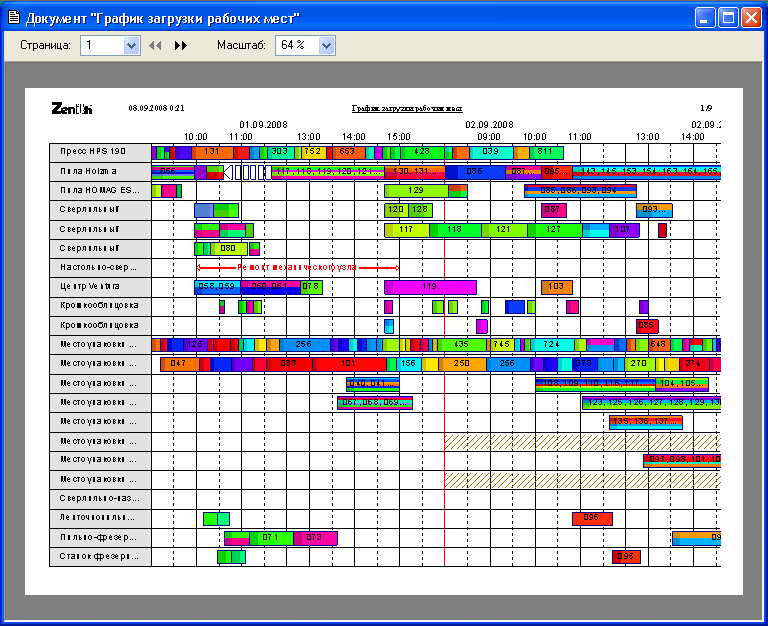
После расчета все добавленные операции будут отображены на графике загрузки рабочих мест, что позволит в интерактивном режиме отслеживать и менять их параметры.
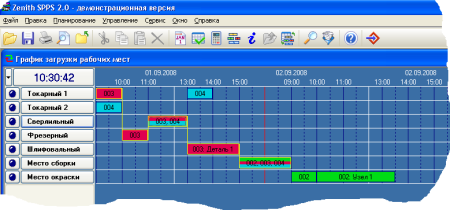
Сборы и сборочные операции прорисовываются в виде многоцветных линий, что позволяет легко отличить их от остальных операций. На диаграмме можно не только отобразить связи между операциями отдельной позиции, но и показать связь текущей операции со всеми предшествующими и последующими по технологическому процессу. Диспетчеру доступны также функции поиска операции, изменения её времени начала и продолжительности, быстрого перехода от таблиц к графику и обратно. При желании можно произвести «горячее», с минимальным изменением расписания, объединение деталей в сбор или, наоборот, исключить деталь из сбора.
Изменять параметры сборочных операций может не только диспетчер, но и мастера или рабочие (естественно, с некоторыми ограничениями). Реализуется это при помощи подсистемы удаленного доступа, где пользователь видит, какие детали и в каком объеме задействованы в выполнении той или иной операции. При изменении параметров любой операции технологическая последовательность изготовления изделия не будет нарушена.
Смотрите также:
Последние материалы
Поиск по сайту
Zenith Online
Галерея